Holzverarbeitung
Ausgewählte Forschungsprojekte der Professur für Holztechnik und Faserwerkstofftechnik an der Technischen Universität Dresden zur Holzverarbeitung
Entwicklung einer Roboterapplikation für das passgenaue Fügen und Verkleben von Beschlägen mittels Induktionstechnik für den Möbel- und Objekteinrichtungsbau
Das Befestigen von Beschlägen im Bereich des Möbel- und Objekteinrichtungsbaus erfolgt konventionell in mehreren Arbeitsschritten. Zunächst erfolgt die spanende Bearbeitung von Bauteilen (Bohren, Fräsen), welche i. d. R. von einem Absaugprozess der Späne begleitet wird. Im Anschluss wird ein Beschlag unter Verwendung zusätzlicher Verbindungsmittel (Schrauben) gefügt.
Bei der Fertigung von Möbeln mit vormontiertem Korpus (z. B. Küchen- und Büromöbel) erfolgt die Beschlagmontage entweder vor der Herstellung des Möbelkorpus am Einzelteil oder am bereits zusammengebauten Korpus. Die Korpusmontage aus Einzelteilen geschieht zumeist teilautomatisiert und beinhaltet einen Pressprozess innerhalb einer Korpuspresse, bei welchem das Möbelstück ohne einen weiteren Prozessschritt verweilt.
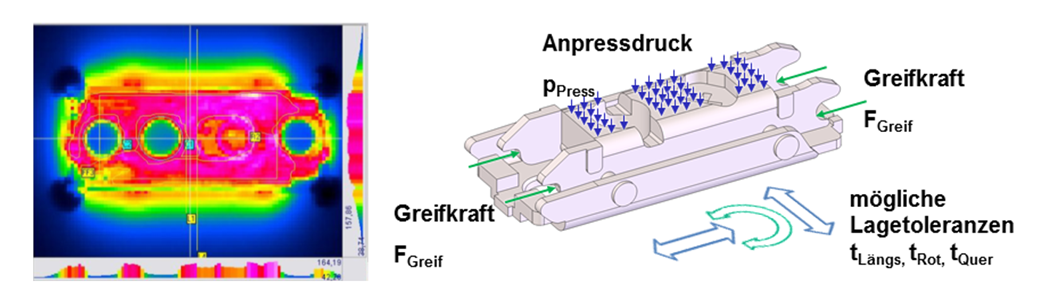
Eine induktiv gestützte Verklebung von Möbelbeschlägen beinhaltet folgende Kernfunktionalitäten: Es werden mit Schmelzklebstoff beschichtete Beschläge gespeichert und zugeführt, mit einem Greifsystem aufgenommen, induktiv erwärmt, an exakt definierter Position auf die Möbeloberfläche aufgesetzt und mit definierten Prozessparametern verklebt.
Im Kontext mit der beschriebenen konventionellen Fertigung kann die vergleichsweise junge Technologie des Induktionsklebens diverses vorhandenes Einsparpotenzial nutzbar machen:
- Wegfall der Arbeitsschritte „Bohren“, „Absaugung“ und „Einschrauben“ gegenüber konventioneller Verbindungstechnik
- Sauberes, staubfreies Fügeverfahren ohne energieintensive Spanabsaugung
- Induktionserwärmung = verschleißfreie Technologie
- Erstmals automatisierte, fertigungsflexible Lösung zur induktiven Beschlagverklebung
- Einsparung von Prozesszeit und Stillstandszeiten durch Wegfall von spanenden Prozessschritten und Positioniervorgängen bzw. Nutzung von Stillstandzeiten (Presszeit während der Korpusherstellung)
Die Entwicklung beabsichtigte die Nutzung eines serienmäßigen Gelenkarmroboters als Trägermaschine. Die Roboterapplikation als Entwicklungsziel bestand aus mehreren zu entwickelnden Hauptbaugruppen:
- Magazin zum Speichern, Zuführen und Vereinzeln von Beschlägen
- Induktionsausrüstung
- Greifsystem als robotergeführtes Werkzeug mit Fügekrafterzeugung
Das ZIM-Projekt ZF4100916CM7 wurde über die AiF Projekt GmbH vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
(J. Herold, C. Korn)

Entwicklung und Validierung eines Verfahrens zum effizienten, schnellen, kontaktfreien und lokal definierten Fügen von Schmalflächen an Holzwerkstoffplatten
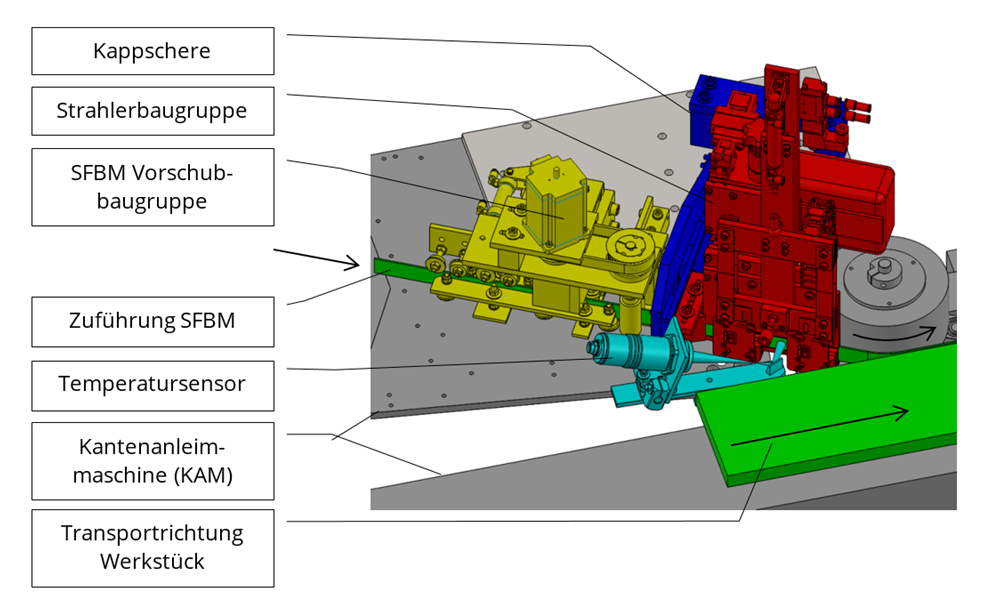
Das Forschungsprojekt beabsichtigte die Entwicklung eines Fügeverfahrens für Schmalflächen an Holzwerkstoffplatten mittels keramischer Heizelemente (kurz: Strahlungswärme-Fügen). Dabei wird das Schmalflächenbeschichtungsmaterial (SFBM, oder auch: Kante) dem Holzwerkstoff zugeführt und durch Einwirkung extrem wirkstellennaher Wärmeerzeugung der Strahler-Heizer mit dem Bauteil stoffschlüssig gefügt. Durch die thermische Aktivierung des Klebstoffs unmittelbar im Bereich der Fügestelle wird unnötiger zeitlicher und lokaler Versatz vermieden. Das hochdynamische Ein-/Ausschaltverhalten der Heizer begünstigt ein schnelles Erreichen der Betriebstemperatur und trägt zur Verkürzung der Maschinenanfahrzeiträume sowie der teilweise verfahrenstechnisch bedingten Werkstücklücken bei. Dabei sollen SFBM verwendet werden, die auf der Innenseite eine Funktionsschicht haben, welche bei Wärmeeintrag zur Verklebung aktiviert wird.
Durch die bislang durchgeführten, praktischen Untersuchungen im Labormaßstab konnte nachgewiesen werden, dass mehrere, stofflich unterschiedliche Funktionsschichten (u. a. Polyolefin, thermoplastisches Polyurethan) zur Aktivierung geeignet sind. Darüber hinaus wurde ein Modell als Grundlage für eine Simulation erarbeitet, welches die physikalischen, verfahrenstechnischen und materialseitigen Randbedingungen (z. B. wellenlängenabhängiger Absorptionskoeffizient des SFBM) berücksichtigt. In Rückkopplung mit den praktischen Untersuchungen wurden die Erkenntnisse der simulativen Prozessdarstellung ebenfalls für die konstruktive Überführung des Verfahrens hin zu einem Demonstrator innerhalb einer industriellen Fertigungsanlage genutzt.
Die konstruktive Konzeption des Verfahrens sieht vor, dass die Funktionsschicht des SFBM mittels zwei hintereinander positionierten Strahlerbaugruppen bis zur notwendigen Verarbeitungstemperatur erwärmt wird und die bis zur Fügestelle eintretende Abkühlung innerhalb des zulässigen Bereichs liegt. Die keramischen Strahler werden dabei in einem definierten Abstand verstellbar zum SFBM und zur Fügestelle angeordnet, um innerhalb der Untersuchungen eine Variation der Prozessparameter zuzulassen.
Das gemeinsame Forschungsvorhaben mit dem Fraunhofer IVV in Dresden wurde von einem Industrie-Arbeitskreis unter Beteiligung der Firmen HIB Gesellschaft für Industrieautomation mbH, Holz-Her GmbH, Homag Group AG, IMA Klessmann GmbH, Jakob Schmid GmbH + Co. KG, Leitz GmbH & Co. KG, Leuco Ledermann GmbH & Co KG, Moderne Kunststoff-Technik | Gebrüder Eschbach GmbH, SACHSENKÜCHEN H.-J. Ebert GmbH, SGE Spezialgeräteentwicklung GmbH und watttron GmbH projektbezogen begleitet und unterstützt.
Das IGF-Vorhaben wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
(M. Herzberg, C. Korn)

Entwicklung eines neuartigen Holzwerkstoff-Freiformbauteils („Holzformblech“) und einer zugehörigen Herstellungstechnologie für die Anwendung als Bauelement im Innenausbau
Insbesondere im Bereich des Innenausbaus steigen die Forderungen von Kunden und Designern nach geschwungenen bzw. dreidimensional geformten Flächen. Hier stoßen herkömmliche Holzwerkstoffe an ihre Grenzen. Sie erlauben bisher nur eine begrenzte zweidimensionale Verformung.
3-D-geformte Produkte werden bisher entweder aus teurem Massivholz durch Fräsen aus dem Block bzw. aus teurem Furnier (Sperrholzformteile als Serienprodukte) gefertigt. Im Projekt wurden Technologie, Fertigungsverfahren und Fertigungseinrichtungen entwickelt, um einen dreidimensional verformbaren Holzwerkstoff bereitzustellen, der die Herstellung neuartiger 3-D-Formteile ermöglicht. Damit wurde es möglich, einen plattenförmigen Holzwerkstoff (Basis: Faserplatte) durch einen Nachveredelungsschritt 3-D-formbar zu gestalten und somit Anwendungen zu erschließen, die bisher nur anderen Werkstoffen, vor allem Kunststoff, vorbehalten sind. Auf diese Weise werden zugleich die Recyclingmöglichkeiten verbessert sowie ein Beitrag zum Umweltschutz geleistet.
Das ZIM-Vorhaben wurde über die AiF im Rahmen des Programms „Zentrales Innovationsprogramm Mittelstand“ vom BMWi aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
(J. Herold, C. Oertel, C. Norkus, C. Korn)

Entwicklung einer Technologie zum Beschichten der Schmalflächen von Holzwerkstoffplatten mittels Ultraschall und des zugehörigen Werkzeuges
Das Ziel des Forschungsvorhabens bestand in der Entwicklung eines ultraschallgestützten Fügeverfahrens (kurz: Ultraschall-Fügen), welches das Beschichten von Schmalflächen an Holzwerkstoffen ermöglicht. Dabei wird das Beschichtungsmaterial dem Holzwerkstoff zugeführt und durch Ultraschalleinwirkung mit dem Bauteil stoffschlüssig gefügt. Wesentliche Merkmale und Vorteile des Ultraschall-Fügens gegenüber bisher am Markt üblichen Schmalflächenbeschichtungsverfahren sind:
- thermische Aktivierung des Kantenmaterials durch Ultraschall,
- Fügen konventioneller Kantenmaterialien ohne teure Funktionsschicht,
- modulares Werkzeug für die Industrieanwendung und Einsatz einer rotierenden Sonotrode,
- effizienter Energieeintrag direkt an der Fügestelle und
- Qualitätsverbesserung (Festigkeit, Dauerhaftigkeit) und erhöhte Prozessgeschwindigkeit.
Im Rahmen des geförderten Projektes konnte eine Demonstratoreinheit zum kontinuierlichen, ultraschallgestützten Fügen in einer industriellen Kantenanleimmaschine integriert und erfolgreich erprobt werden. Dabei wurden unterschiedliche Kantenwerkstoffe (z. B. Acrylnitril-Butadien-Styrol [ABS], Polypropylen [PP], Furnier) ohne Oberflächenbeschädigungen mit wettbewerbsfähigen Verbundfestigkeiten gefügt. Bei nicht nachbearbeiteten Proben kann am Übergang zwischen Kantenband und Breitfläche ein vorteilhafter, gleichmäßiger Schmelzenaustritt nachgewiesen werden. Die Konfiguration peripherer Aggregate (Kappaggregate usw.) konnte ohne Einschränkung erhalten werden. Ebenso ist der alternative Betrieb der KAM mit konventionellen Schmelzklebstoffen weiterhin möglich.
Das ZIM-Vorhaben wurde über die AiF im Rahmen des Programms „Zentrales Innovationsprogramm Mittelstand“ vom BMWi aufgrund eines Beschlusses des Deutschen Bundestages gefördert.
(M. Herzberg, C. Korn)